准备好领略(重庆) 钢锭【冷拔异型钢管】厂家直接面向客户产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:重庆(重庆) 钢锭【冷拔异型钢管】厂家直接面向客户的图文介绍
十几年风雨历程,铸就了公司品牌,取得了可喜的业绩。新物通物资有限公司多年来凭着诚实守信的经营作风和顾客至上的营销理念及质优价惠的 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、产品赢得了客户的好评,现已形成良好的市场美誉度。
 钢锭【冷拔异型钢管】厂家直接面向客户")
 钢锭【冷拔异型钢管】厂家直接面向客户")
铸钢件厂家了解到铸钢的机械性能比铸铁高,但其铸造性能却比铸铁差。因为铸钢的熔点较高,钢液易氧化、钢水的流动性差、收缩大,其体收缩率为10~14%,线收缩为1.8~2.5%。以免铸钢件产生浇不足、冷隔、缩孔和缩松、裂纹及粘砂等缺陷,须采取比铸铁复杂的工艺措施:
由于钢液的流动性差,为防止铸钢件产生冷隔和浇不足,铸钢件的壁厚不能小于8mm;浇注系统的结构力求简单、且截面尺寸比铸铁的大;采用干铸型或热铸型;适当提高浇注温度,一般为1520°~1600℃,因为浇注温度高,钢水的过热度大、保持液态的时间长,流动性可得到改善。但是浇温过高,会引起晶粒粗大、热裂、气孔和粘砂等缺陷。因此一般小型、薄壁及形状复杂的铸件,其浇注温度约为钢的熔点温度+150℃;大型、厚壁铸件的浇注温度比其熔点高出100℃左右。
 钢锭【冷拔异型钢管】厂家直接面向客户")
 钢锭【冷拔异型钢管】厂家直接面向客户")
 钢锭【冷拔异型钢管】厂家直接面向客户")
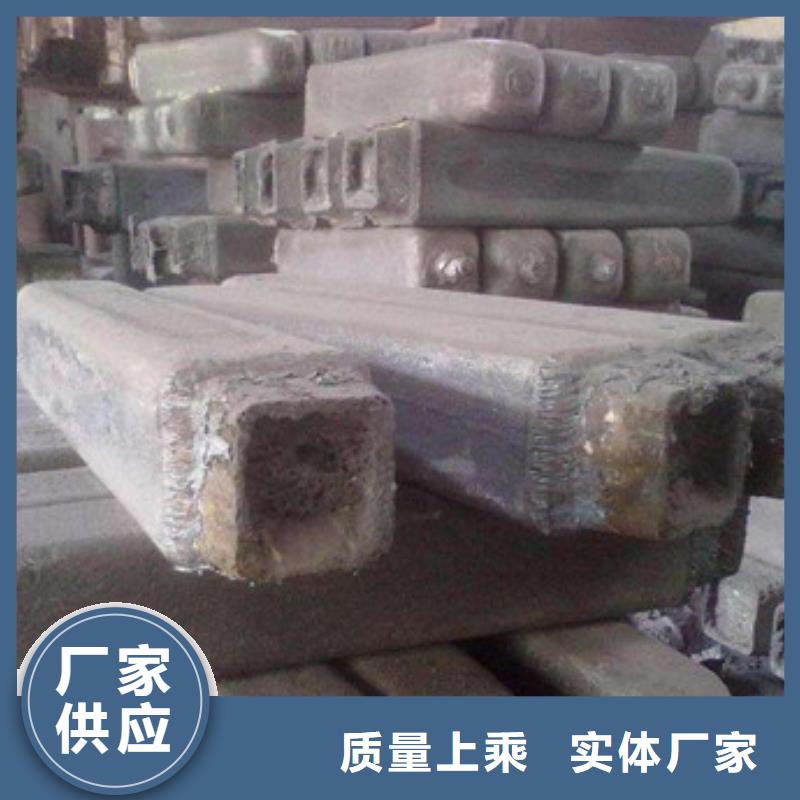
用于生产棒材和型材的钢锭一般为正方断面(称为方锭);生产板材的钢锭一般为长方形断面(称为扁锭);生产锻压材的钢锭有方形、圆形和多角形。
钢液进入盛钢桶后需静置一段时间,使出钢时混入钢中的炉渣或其他杂质上浮去除,同时还起调整铸温的作用。
铸温:浇铸温度应严格控制。铸温过低,钢液入模后表面立即凝固,会造成钢锭表面缺陷,甚至钢液在盛钢桶内就开始凝固,造成金属损失或整炉钢报废;铸温过高时,将延缓钢锭表层的形成时间,导致钢锭出现热裂纹。对镇静钢,铸温一般控制在高于此钢的液相线温度40~60℃。为保证整桶钢水温度均匀,可向盛钢桶中吹氩气搅拌钢液。
注速:下铸法一般要求有适当注速以保证模中钢液平稳上升,并调节铸温。铸温过高时用慢注,过低时用快注。上铸法要控制注速以减少飞溅。
 钢锭【冷拔异型钢管】厂家直接面向客户")
 钢锭【冷拔异型钢管】厂家直接面向客户")
选用适当的补贴和保温补贴工艺,以免铸件内裂的产生,提高铸钢件质量。
大型铸钢件的检测主要包括尺寸检查、外观和表面的目视检查、化学成分分析和力学性能试验,对于要求比较重要或铸造工艺上容易产生问题的铸件,还需要进行无损检测工作等。
大型铸钢件质量检测仪:用于检测合金性能、组织、表面状态等铸件质量的仪器。
.大型铸件公称重量检验:根据铸件图计算或根据供需双方认定合格的标准样品铸件的称重结果订出的铸件重量。包括铸件机械加工余量及其他工艺余量。铸钢件重量公差检验:用占铸件公称重量的百分比表示的铸件实际重量与公称重量之差的大答应值。与铸件尺寸公差对应的分为16个等级,以MT1-MT16表示。
 钢锭【冷拔异型钢管】厂家直接面向客户")
 钢锭【冷拔异型钢管】厂家直接面向客户")
 钢锭【冷拔异型钢管】厂家直接面向客户")





 扫一扫
扫一扫